


В отливках из ковкого чугуна, как и в других металлических отливках, во время затвердевания естественным образом возникают внутренние напряжения из-за неравномерного охлаждения и фазового превращения. Во время возникает дополнительное напряжение обработки из-за сил резания и зажима.
Если не принять меры, остаточное внутреннее напряжение может со временем исчезнуть, вызывая изменения размеров, деформацию или даже растрескивание , особенно если отливка сжимается во время использования.
Чтобы обеспечить стабильность размеров и структурную целостность, обработка для снятия напряжений . перед вводом отливки в эксплуатацию необходима
Распространенные методы снятия стресса:
· Естественное старение :
Длительное воздействие естественных изменений температуры на открытом воздухе; очень эффективный, но медленный. Идеально подходит для прецизионных деталей, таких как направляющие станков.
· Вибрационное старение :
контролируемая механическая вибрация ускоряет снятие напряжения; подходит для более быстрого промышленного применения.
· Отжиг для снятия напряжений :
Термическая обработка ниже температуры фазового перехода с медленным охлаждением; балансирует эффективность и сохранность материала.
![]() Каждый метод выбирается на основе потребностей применения, свойств материала и требуемой точности..
Каждый метод выбирается на основе потребностей применения, свойств материала и требуемой точности..
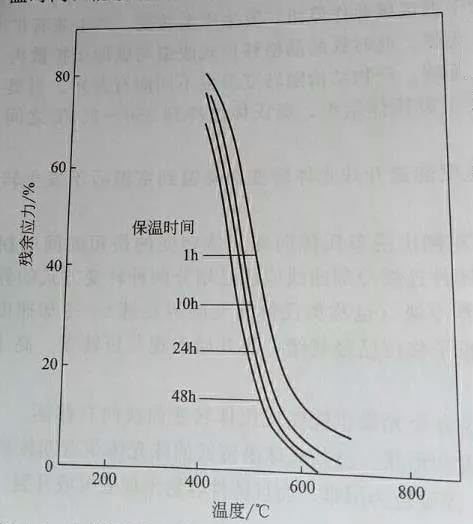
Снятие напряжений в отливках из ковкого чугуна имеет решающее значение для обеспечения стабильности размеров и предотвращения деформации. На процесс влияют температуры нагрева , время выдержки и скорость охлаждения..
· Диапазон температур : из-за легирующих элементов снятие напряжений обычно осуществляется при температуре 580–600°C , оставаясь ниже температуры фазового перехода в твердом состоянии, чтобы сохранить свойства материала.
· Процесс охлаждения : Контролируемое медленное охлаждение (например, от 75°C/ч до 350°C, затем от 100°C/ч до 200°C) необходимо для предотвращения новых внутренних напряжений.
· Значение начального напряжения : Отливки с более высоким начальным остаточным напряжением быстрее получают пользу от процесса снятия напряжения.
· Стратегия двойной обработки : для прецизионных деталей двухэтапная обработка : рекомендуется
1. Предварительная обработка – снимает напряжение, вызванное литьем.
2. Послечерновая обработка – снимает напряжение, возникающее во время обработки и зажима.
Такой подход обеспечивает высокую точность размеров и структурную целостность на протяжении всего срока службы детали.
-
 展会名称: FABEX Саудовская Аравия 2025 Metal&Steel Саудовская Аравия 2025-MACH Саудовская Аравия 2025· Сроки: [2025 10 декабря 12 сентября-10 сентября 15 сентября]·地点:利雅得国际展览中心 (Международный выставочный центр Эр-Рияда)· 展位号:[E25]Выставка компании
展会名称: FABEX Саудовская Аравия 2025 Metal&Steel Саудовская Аравия 2025-MACH Саудовская Аравия 2025· Сроки: [2025 10 декабря 12 сентября-10 сентября 15 сентября]·地点:利雅得国际展览中心 (Международный выставочный центр Эр-Рияда)· 展位号:[E25]Выставка компании -
 Casting Industry Exhibition in 2025") Мастер (Сучжоу) Machinery Co., Ltd. Автоматическая машина для шлифования литья привлекла большое внимание на 11-й выставке литейной промышленности Шаньдуна (Вэйфан) в 2025 году.Выставка компании
Мастер (Сучжоу) Machinery Co., Ltd. Автоматическая машина для шлифования литья привлекла большое внимание на 11-й выставке литейной промышленности Шаньдуна (Вэйфан) в 2025 году.Выставка компании -
 В отливках из ковкого чугуна, как и в других металлических отливках, во время затвердевания естественным образом возникают внутренние напряжения из-за неравномерного охлаждения и фазового превращения. Во время обработки возникает дополнительное напряжение из-за сил резания и зажима. Если не лечить, остаточное внутреннее напряжение может со временем исчезнуть,Новости отрасли
В отливках из ковкого чугуна, как и в других металлических отливках, во время затвердевания естественным образом возникают внутренние напряжения из-за неравномерного охлаждения и фазового превращения. Во время обработки возникает дополнительное напряжение из-за сил резания и зажима. Если не лечить, остаточное внутреннее напряжение может со временем исчезнуть,Новости отрасли -
 Ковкий чугун, получивший широкое развитие в Китае за последние 40 лет, является прочным, жестким и экономичным литейным материалом. Его сферическая графитовая структура снижает концентрацию напряжений, обеспечивая лучшую прочность на разрыв, пластичность и вязкость, чем у других чугунов. Хотя его пластичность ниже 28 сентябряНовости отрасли
Ковкий чугун, получивший широкое развитие в Китае за последние 40 лет, является прочным, жестким и экономичным литейным материалом. Его сферическая графитовая структура снижает концентрацию напряжений, обеспечивая лучшую прочность на разрыв, пластичность и вязкость, чем у других чугунов. Хотя его пластичность ниже 28 сентябряНовости отрасли -
 На литейной выставке Craftman представляет полный спектр решений для очистки литейных стояков, предлагая посетителям современные методы очистки, которые являются эффективными, безопасными и экономичными. В процессе производства отливки очистка и отделение разливочного стояка является критически важным этапом, который требует серьезного вниманияВыставка компании
На литейной выставке Craftman представляет полный спектр решений для очистки литейных стояков, предлагая посетителям современные методы очистки, которые являются эффективными, безопасными и экономичными. В процессе производства отливки очистка и отделение разливочного стояка является критически важным этапом, который требует серьезного вниманияВыставка компании

 Casting Industry Exhibition in 2025")






